
Welding defects can compromise the integrity of the weld, leading to catastrophic results. Weld defects are usually a result of improper welding procedures. A skilled welder will recognize the issue and can easily make corrections to remedy the problem.
Our welders have purposely created welding defects to help you visualize them. Typical defects that our experts look for include cracks, craters, porosity, undercut, incomplete joint penetration, incomplete fusion, overlap, and spatter.

A crater is a depression in the weld face at the termination of a weld bead. This can be fixed by increasing the time for post-weld gas flow and adding filler wire at the top of the weld.

When the weld pool solidifies before its surroundings, the center pulls the outer weld, creating a crater crack. Incorrect filler metal, inadequate gas coverage, and/or insufficient fill can cause crater cracking. Addressing these issues can help avoid them.

This image shows a crater crack and undercut. An undercut is a groove weld condition in which the weld face or root surface is below the adjacent surface of the base metal. Adding more filler wire, adjusting travel speed, lowering amps, and maintaining proper torch direction can help avoid undercut.

The multi-colored marks around the weld are oxidation, which can lead to corrosion. Excessive oxidation like this can be avoided by using proper travel speed and lowering the heat input.

Underfill is a groove weld condition in which the weld face or root surface is below the adjacent surface of the base metal. In other words, it’s low. Adding more weld to the groove will eliminate it.
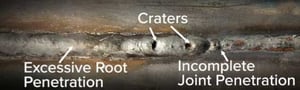
This weld has excessive root penetration, craters, and incomplete joint penetration. Excessive root penetration can be avoided by controlling the travel speed, machine settings, “keyhole,” and torch angle.

Slag is a brittle material that forms over the welded bead when flux melts on top of the weld. Slag can be chipped off with a chisel, chipping hammer, and/or wire brush. Overlap occurs when molten metal overflows on the base metal without fusing with it. Overlap can be avoided by travel speed, machine settings, and torch direction manipulation.

Here is an example of porosity. It can be caused by poor gas coverage, impurities in the base metal, or defective welding wire. Sufficient gas coverage, clean base metal, and properly stored welding wire can help prevent this defect.
This example of incomplete joint penetration was caused by a tack weld. To eliminate, either grind out the tack when you get to that point in the joint or feather it out.

Spatter, as shown here, are small metal droplets that splash from the weld metal. They can be avoided by adjusting the machine settings, wire, gas, and/or electrode stickout. Spatter should be chiseled or ground off.

This image shows excessive joint penetration, craters, and “whiskers”. Whiskers are short lengths of weld electrode wire that are visible on the root of the weld or contained within the weld. This can be prevented by reducing the wire feed speed, electrode stickout, and keyhole manipulation.
Questions? Connect with our team today.